Business Articles - On the Job
Articles & Tips
How one builder uses technology to efficiently produce distinctive custom homes off site by Mike Connor
When my wife and I started our company, Connor Homes, 36 years ago, it didn't take us long to realize that buying assembled building components — or panels — made more sense than trying to stick build homes during Vermont's long and frigid winters. We were fortunate to find a quality manufacturer and soon discovered that this was a more efficient way to build no matter what the season.
For 20 years we operated as successful home builders, producing high-quality colonial reproduction homes of our own design with panels from a major home manufacturer. Then, about five years ago, we decided we'd learned enough about the manufacturing side of the business to start producing our panelized homes for other builders. We felt that we could be more successful as a component manufacturer than as a builder.
At first, we framed our wall panels and precut our floor systems and rafters in a two-car garage. When we outgrew that space, we moved to a larger commercial building. Finally, last year we moved into a 10,000-square-foot manufacturing facility.
We expect to build between 50 and 60 panelized homes this year and ship them to builders all over the country.
Changes in the Industry
While many builders will never see the merit of building with panels, some formerly diehard stick builders I know have started doing at least some of their building off site. There are many reasons for their change in attitude, not the least of which is a gradual decline in the availability of skilled labor.
In addition, advances in technology make it cost-effective to produce panels for custom homes, and powerful computers and sophisticated CAD and estimating programs have eliminated much of the repetitive, high-skill drafting and estimating tasks that used to make the process so expensive. Just about every home we sell involves alterations to our standard floor plans; thanks to computers (with skilled operators), these changes are both possible and affordable.
Evolution of a Business
Our early efforts at building wall panels on sawhorses in a garage relied primarily on the same equipment and methods used by conventional stick builders. Our approach didn't result in a lot of time savings, but at least we were able to work regardless of the weather. Plus we found that we could be framing a house while the excavation and concrete subs readied the foundation.
Once we moved from our garage factory to a larger facility, we could set up permanent framing tables that we didn't have to tear down at the end of the day to make room for someone's car (see Figure 1).

Figure 1. Before switching
to a semiautomated assembly line, the author used a pair of assembly tables like
this one to build his wall panels. The waist-high tables make framing easier
on the back and can include layout marks and jigs to speed production. Once a
wall panel is framed and sheathed, it's slid onto a rolling cart or forklift.
The hole in the table is for scraps; a barrel sits underneath.
During this time, we also explored ways to use off-site building and preassembling to produce our colonial trim details. After years of building historically accurate reproduction entryways and other complex architectural details while working on scaffolding with no protection from the elements, I knew there had to be a better way — which is why we started to work indoors to mass produce the period millwork and exterior details that make our homes popular (see "Exterior Trim for Period Homes," 10/03).
To hold down costs and simplify the process, we standardized most of our exterior details. Now we can produce 3,000 to 5,000 feet of custom trim or dozens of preassembled corner boards at once.
Building Off Site
Off-site framing or home-building operations can be broken down into three general categories, or levels of sophistication: fully automated, semiautomated, and manual.
At one end of that spectrum, a fully automated manufacturing facility turns out hundreds or thousands of homes per year using high-tech software and expensive machinery that can be justified only by the huge volume.
At the other end is an manual operation, which is how we got started. An experienced builder already has most of the tools needed to start producing panels manually. The equipment can be as simple as two or three homemade framing tables built from 2x4s and plywood, a few pneumatic nail guns, and a pair of miter saws. The only other requirements are a truck large enough to get panels to the job, and a suitable building — which doesn't have to be huge, since materials, finished panels, and components can be covered and stored outside, if necessary.
Today our company lies somewhere in the middle of the spectrum, in the semiautomated category. We use software specifically developed for the panelization industry, and specialty framing and assembly equipment not found on job sites. A common thread through all three methods is the need for a dedicated drafting department to design the framing components and panels.
Drafting and Design
One good draftsman who draws by hand can handle a dozen or so houses a year while doing other management tasks as well. Although we started out doing all our drafting by hand, we found CAD preferable within a few years because plan revisions can be made much more quickly. However, a fast CAD operator with limited design and building experience is no substitute for an experienced draftsman.
Several companies make design software for the panelization industry. We use BuildersCAD. Unlike conventional CAD software, BuildersCAD and the other dedicated software for panel producers operate in 3-D, which enables them to convert two-dimensional floor plans into three-dimensional framing plans. Previously established parameters tell the software exactly how to frame the building.
This software really is amazing. Once we've an established floor plan, BuildersCAD — with some input from the design team — creates a foundation plan, a floor plan, a 3-D framing/panelization plan, and a 3-D roof framing plan (Figure 2); it also adjusts the framing members so that the floor joists and wall studs are aligned.



Figure 2. The author
uses BuildersCAD, a software program for the panelization industry that generates
3-D framing plans (top), shop drawings, and detail drawings (middle) from
a floor plan (bottom). The software can be customized on a house-by-house basis
for regional techniques or according to a builder's individual preferences. Once
a design is finalized, the software generates a takeoff — even for items
like drywall and concrete, which are not included in the author's house package.
It does automatic takeoffs, too, and gives us information that, though not necessarily relevant to us, is helpful to our builders — yards of concrete required for the foundation, for instance, and square footage of drywall and insulation. It even shows us how to stack the panels on the delivery truck so that they can be unloaded in the order of assembly at the job site.
Semiautomated Panelizing
If a builder is producing 30 or more homes a year, it might be worthwhile for him or her to consider a semiautomated manufacturing facility — the kind of operation we use. While a plant like ours can be profitable building around 30 units per year, it's capable of doing as many as several hundred units.
For our company, we found this type of manufacturing operation ideal not only because of our size but because the approach requires actual carpenters, not factory workers. We need experienced carpenters to produce our sophisticated trim details, and we find their experience and problem-solving skills invaluable on our assembly line.
A significant jump in efficiency inevitably accompanies a move — such as ours — from a manual operation to a semiautomatic plant, mainly because panels start moving down an assembly line. When we made the switch, we began turning out wall panels about five times faster than previously; quality was as good as or better than it had been with manual methods.
The cost to fit up a semiautomatic operation, however, is significant. For one thing, the facility needs to be big enough to house the equipment. Eight thousand square feet is probably minimal. And for another, the equipment itself is not cheap. Most semiautomatic plants include the following components, which constitute "the line."
Plate marker. The first machine is the all-important plate marker. This computer-driven
cutoff saw with an automatic stop is programmed to recognize and keep track of
every piece of cut framing lumber in the house. It also lays out the top and
bottom plates, so one man can do the complete layout in a matter of hours (Figure
3). It's our most essential tool; the speed of the entire assembly line
depends on not getting bottlenecked at layout — just as with framing on
the job site.



It's important to remember, though, that this machine's capabilities can't be fully realized without good software to run it. As my shop foreman says, "Without the software, it's no better than a $25,000 tape measure."
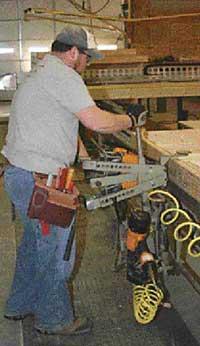
Subcomponent nailer. The second station on the line is the subcomponent nailer, which allows one operator to assemble headers, corners, partition lead-ins, and other framing details before the panel reaches the framing table. Our homes generally have standard window and door sizes to make it easier to assemble and inventory subcomponents (Figure 4).



Figure 4. At the subcomponent nailer, the operator consults the shop drawing for the panel design and then nails together jack studs and headers for window and door openings, and tees for intersecting walls and corners (top). Common header sizes, jack studs, and tees are kept in inventory to speed production (bottom).
Framing table. Next in line is the framing table; this is where the preassembled subcomponents and studs are automatically placed and clamped within the top and bottom plates. A man on each side of the table rolls a carriage holding double pneumatic nail guns; he fastens the plates to the studs and subcomponents as he goes (Figure 5).
A

B
 C
C 
D
 E
E 
Figure 5. At the framing table, the subcomponents are the first pieces fastened to the plates, along with any cripple studs (A). Steel fingers (painted yellow) ensure accurate 16-inch o.c. spacing and can pivot to lay flat when they interfere with the placement of a double stud, tee, or header (B). Once the remaining studs are placed, the whole panel is held together with pneumatic rams while it's nailed off with special weight-assisted two-gang framing nailers (C). Before the panel moves on, any twisted studs are pried into place with a tweaker (D) before being nailed with a pneumatic nailer; blind cavities are filled with insulation (E).
When this operation is completed, the wall panel is rolled to the squaring table and sheathing bridge.
Squaring table. Here, the panel is instantly squared to within 1/32 inch and the sheathing is applied and stapled automatically. Once the sheathing is tacked in place, we cut out the windows and door openings with a two-man router (Figure 6). In our shop, the sheathing bridge is manually positioned over the studs and a pneumatic nailer travels back and forth across the bridge, automatically fastening the sheathing (Figure 7).

Figure 6. Window and door openings are cut with a 3 1/4-hp router mounted on a steel sled. Suspended from a cable, it retracts out of the way when not in use and can cut out a door or window in about a minute.



Figure 7. Before the panel is sheathed, it's pushed into shape on the squaring table, which is checked daily for accuracy. Pneumatic rams and a pawl on one end squeeze the panel while the sheathing is fastened (top). In more automated shops, the sheathing nailer, which weighs 100 pounds, might be robotically positioned, but on this line the task is done manually by two people (middle) with the help of a laser (bottom).
Then the panel is lifted off the table by electric hoist, and stacked and banded for shipment (Figure 8).


Figure 8. The completed panels are picked from the line with an electric hoist and stacked in the order in which they'll come off the truck at the job site. The author limits panel length to about 12 feet so that they can be stood up by hand.
How Much It All Costs
The assembly-line equipment accounts for the biggest capital investment, but there are many other smaller purchases that add up, too. For example, all the equipment in the line is air-driven, so a high-volume air compressor is essential.
We also precut floor joists and rafters using a 7 1/2-hp power-feed radial-arm saw, and there are several cutting stations requiring top-quality miter saws. Plus we have forklifts, trucks, rolling tables, benches, and other small equipment.
So, what's the bottom line? Aside from the price of the facility itself — which, of course, varies by location — costs for the equipment, software, and installation needed for a new semiautomatic operation run in the range of $250,000.
This is a significant expense, but it provides an efficiency that can't be touched with on-site building. Moreover, it's far less than the million or more dollars that can be spent on a fully automated plant. With sufficient volume, this cost amortized over several years makes sense, given the increased efficiency.
Our company can produce a full set of plans — complete with shop drawings — and turn out a custom 2,500-square-foot house with panelized and sheathed walls and precut floors and rafters in about 60 man-hours. A skilled framing crew can have a simple design erected and dried-in within one week; designs that are more complex may take another week.
More Than Just a Shell
While framing is an important element of off-site building, our company has introduced another level of off-site efficiency with our prebuilt architectural details. We routinely build front entrances, cornices, pilasters, and Greek Revival corners in our shop so that they can be quickly installed in the field.
Again, producing these pieces requires sophisticated drafting capabilities. All of our architectural details are drawn in minute detail, and we are able to quickly access the appropriate designs in our large library stored in BuildersCAD.
We also prebuild many of the less complex exterior trim pieces because we can do it faster and better in our shop than in the field. We rabbet the fascia, prerip all soffit pieces, apply crown mold to fascia, and prebuild returns and corner boards (Figure 9).


Figure 9. It's the exterior trim that makes the author's colonial reproduction homes distinctive and popular (top). Soffit and fascia, water tables, corner boards, and custom windows are all produced in the author's shop, along with much of the interior millwork. Since the homes generally have the same exterior details, much of the exterior trim can be mass produced and kept in inventory (bottom).
Buying Materials
We buy most of our material from one supplier. Since full units of framing lumber are the norm and save time and handling at the lumberyard, we get lower prices. We use so much molding our supplier has made special arrangements with the molding producer for factory priming of profiles not commonly available with a primed finish.
We have to buy 5,000 or 10,000 feet at a time, but since our facility has plenty of storage, this isn't a problem.
Myths and Misconceptions
One of the myths about off-site building is that customization is impossible. While it's true that our company has a standard catalog of colonial reproduction homes, most of our builders and homeowners either customize these plans or start from scratch with our design department.
Once the design is finalized, we price the panelized shell package with all windows, doors, trim, roofing, and siding, and we also price a separate interior package that includes stairs, doors, flooring, trim, and cabinetry. Exterior home packages generally range in price from about $45,000 to $150,000.
Another common myth is that off-site construction is of lower quality than site-built. I don't think that's true.
Our plans are scrutinized by the designer and production team, so any quirks or problems are addressed well ahead of time; and the homes are constructed in a controlled environment with greater oversight than most site-built houses receive.
Considering the advances that have been made in the house panelization industry, any builders looking to increase volume and overall efficiency should consider setting up at least a small off-site building program so they can remain productive when the weather is bad.
Even though our new facility could probably turn out hundreds of homes a year, we've chosen to stay small because my staff and I want to be home builders — not assembly-line workers.
Mike Connor is a home builder in Middlebury, Vt.
This article has been provided by www.jlconline.com. JLC-Online is produced by the editors and publishers of The Journal of Light Construction, a monthly magazine serving residential and light-commercial builders, remodelers, designers, and other trade professionals.
Join our Network
Connect with customers looking to do your most profitable projects in the areas you like to work.